快速準確地測量樹脂成型件毛刺高度的方法
射出成型等樹脂(塑料)成型中,“毛刺"是較具代表性的形狀不良之一。成型機很難恰到好處地停止,所以當大量成型件出現毛刺時,去除毛刺會產生巨大成本。此外,廢棄成型不良品也會大幅降低成品率,令利潤率受到擠壓。因此,必須準確測量毛刺的形狀和尺寸,盡快查明原因,努力防止再次發生。
成型件的毛刺呈立體形狀,因此難以準確測量。下面將從毛刺的基礎知識到解決課題的測量方法進行解說。

■何謂樹脂成型件“毛刺"
樹脂(塑料)成型中的“毛刺"是一種成型不良。它是熔化樹脂進入模具(雄模和雌模)的合模面(分模線、分割線)間隙、頂針等處,固化后形成的形狀不良。
樹脂成型件的毛刺示意圖
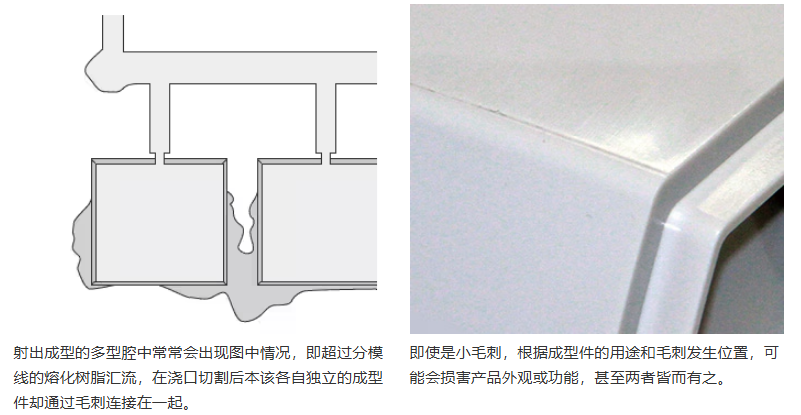
成型件形狀出現非預期的突起,損害產品外觀,毛刺銳利時還導致人員受傷,因此會造成質量下降。此外,若成型件為部件,可能會在組裝工序中產生嵌合性下降等影響。因此,在可修整且成本合適時,有時會用工具實施毛刺去除作業。
■樹脂成型件的毛刺去除方法
樹脂(塑料)成型件出現可修整的毛刺時,根據其數量進行毛刺去除。此外,若從海外工廠接收的成型件存在毛刺,可能會為了不錯過交期而實施毛刺去除作業。
?手動去除毛刺
目標工件數量較少時,或者毛刺處于自動設備難以處理的位置等時,需手動去除毛刺。
· 削除時使用毛刺去除手動工具(修整銼刀、切割刀、刀片、切割輪等)。
· 使用電烙鐵等的熱量熔除熱塑性樹脂的毛刺(毛刺較薄、成型件較厚等情況下)。
· 通過冷凍將毛刺部分脆化后去除(毛刺較薄、成型件較厚等情況下)。
除此之外,考慮到成型材料、成型件和毛刺的性質與作業性等,視條件采用研磨器具、藥劑等各種方法。
?使用裝置去除毛刺
若是形狀復雜的成型件等,在模具設計上,有時必須在一定程度上容許特定位置發生毛刺。在成型件形狀簡單等情況下,使用自動設備等裝置去除毛刺的操作可能包含在某個工序內。
· 噴砂裝置:在裝置內使噴砂材料射向成型件,除去毛刺。去除的毛刺由內置吸塵器自動收集。
· 超高壓水裝置:用高水壓射向成型件,除去毛刺。常常同時清潔成型件。
· 超聲波切割裝置:將超聲波振動的刀刃接觸毛刺。趁樹脂分子發熱、熱塑性樹脂軟化時,用微振動的刀刃接觸并除去毛刺,因此不會對成型件造成明顯負擔。
其它還有多種多樣的毛刺去除自動裝置。根據熱塑性樹脂/熱固性樹脂、成型件所使用樹脂的特性以及成型件的尺寸、形狀、耐久性等區分使用。
?掌握形狀和尺寸對正確去除毛刺十分有效
為了研討毛刺去除方法和正確設定裝置,首先需要盡可能得到發生毛刺的相關信息。盡管毛刺很薄,但仍然具有三維形狀,使用接觸式測量儀難以準確測量包括高度在內的形狀。之后將說明解決毛刺測量中各課題的方法。
■樹脂成型件毛刺發生原因和應對措施
樹脂(塑料)成型件因出現非預期的毛刺而產生不良品的數量越多,去除毛刺就越需要花費大量工時和成本。因此,將毛刺發生防患于未然、努力改良工序以防止再次發生,必然是理想的辦法。
下面將解說射出成型中較具代表性的毛刺發生原因和應對措施示例等。
?射出成型中毛刺發生原因示例
· 模具緊固壓力低于熔化樹脂的射出壓力。
· 模具(雄模和雌模)的合模面(分模線)精度下降。
· 熔化樹脂的流動性過高(模具溫度過高、熔化樹脂溫度過高等情況)。
· 模具應變等導致出現縫隙。
· 射出的熔化樹脂的量、鎖模力、射出壓力的平衡被破壞。
· 模具內的投影面積和鎖模力(保壓力)的平衡被破壞。
· 射出成型機的凹模固定板發生應變或傾斜。
其它也有各種原因導致毛刺出現。
?射出成型中毛刺應對措施示例
· 增加鎖模壓力,或者減小樹脂射出壓力。
· 調整模具的合模面(分模線),使其緊密配合。
· 用嵌件、焊接等方法修整模具,消除雄模和雌模之間的縫隙。
· 施加適合模具投影面積的保壓壓力,在確認與鎖模力的關系的同時進行調整。
· 模具溫度高于溫控儀設定時,需一邊測量實際模具溫度,一邊調節溫度設定。
· 模具澆口部分的樹脂流動較差時,若過度提升樹脂溫度和流動性,樹脂很容易超出分模線,因此需以恰當的樹脂溫度為基準,重新檢查模具澆口部分狀態并加以改善。
以上應對措施均有一定效果。模具和成型機的精度和鎖模壓力、模具和樹脂的溫度、壓力等互有關系,綜合性檢查和修整是應對措施的關鍵。
?根據不良品的毛刺形狀研討應對措施
成型件上發生的毛刺也提示著產生毛刺的原因。除模具的問題位置之外,還可據此掌握種種信息,譬如,從毛刺的高度和厚度得知分模線的間隙大小和熔化樹脂的流動性,從毛刺的錐度了解到模具發生應變、局部性精度下降等。
因此,通過準確掌握不良品毛刺發生位置及其形狀和尺寸,可獲得重要信息,以此進行改善,防止再次出現不良。
■毛刺高度、形狀測量的課題
如上所述,準確測量樹脂(塑料)成型件上發生毛刺的形狀和尺寸,有助于查明毛刺發生位置和原因,防止再次發生,以及掌握毛刺修整的條件。毛刺形狀立體,測量毛刺高度時存在以下測量課題。
?使用形狀輪廓測量儀測量毛刺高度、形狀的課題
使用形狀輪廓測量儀測量毛刺高度存在以下課題。
· 將目標物固定于夾具、對樣品實施水平調整等作業十分耗時。而且,為了準確地實施水平調整,必須具備形狀輪廓測量儀的相關知識和技能。
· 如果深處部分有毛刺,探針的觸針難以到達測量位置,針的位置稍有偏移,測量值就會產生誤差。
· 目標物為圓柱狀時,很難描繪通過最大點的輪廓線。
· 觸針以觸針臂上的支點為中心上下進行圓弧運動,而觸針前端位置也會沿著X方向移動,因此X軸數據會發生誤差。

?使用顯微鏡測量毛刺高度、形狀的課題
與形狀輪廓測量儀不同,顯微鏡可用“面"來捕捉信息。而且還可以通過載物臺的移動量測量溝槽寬度,以及通過對焦的移動量測量深度方向,然而存在以下課題。
· 將樹脂成型件的毛刺作為目標物時,倍率上升會導致視野狹窄,難以掌握整體情況。
· 此外,人員以目測方式實施測量,測量結果因人而異。
· 其本身并非測量儀,無法將測量結果定量化,測量值的可靠性也不能說很高。

■毛刺高度測量的課題解決方法
樹脂(塑料)成型件上產生的毛刺呈立體形狀,若使用以線為單位的測量或者用顯微鏡的肉眼測量,很難做到無偏差的準確測量。此外,測量需要具備技能,花費大量時間和精力,這些也是重大的課題。
為解決這些毛刺高度測量課題,基恩士開發了3D輪廓測量儀“VR系列"。
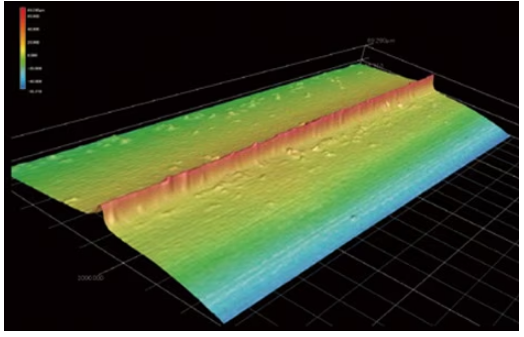
以非接觸的方式,以“面"為單位來準確捕捉目標物的3D形狀。此外,最快1秒完成載物臺上目標物的3D掃描,高精度地測量三維形狀。因此,測量結果不會產生偏差,可瞬間實施定量測量。下面具體介紹這些優點。
?優點1:最快1秒。用“面"一并取得目標物整體的3D形狀。
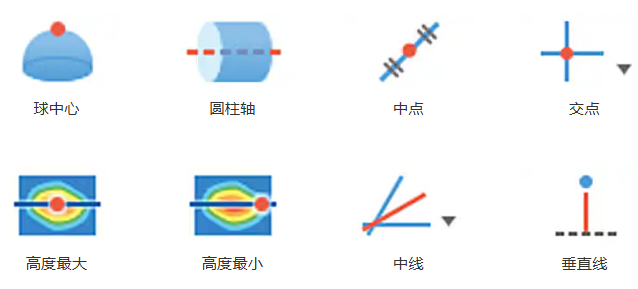
“VR系列"可一鍵獲得80萬點的“面"數據,甚至只需要最快1秒。對于這些密集的數據,可憑借直觀操作,在各個位置描繪圓周狀、直線、平行線、垂線等豐富的輪廓線。可準確測量輪廓,所以能夠在調查毛刺發生原因等時,迅速取得詳細數據。
此外,測量后不必再次安裝目標物,可根據以往經3D掃描后的大范圍數據,對其它位置進行輪廓測量。
此外,還能用彩色圖表現已取得3D形狀的最大和最小凹凸(高度和深度),因此可在目標物整體上簡單易懂地將不良位置可視化。
除此之外,還可對多個目標物的測量數據進行排列比較,或將目標條件統一應用至多個數據。由此,飛躍性地縮短了工時,提升了業務效率。
?優點2:輕松實現大范圍內的毛刺檢測和測量
在毛刺檢測中,常常要求取得“毛刺的最大高度"。毛刺最高的位置因目標物個體而異,所以必須取得希望測量范圍內的各個數據。 “VR系列"可測量300mm×150mm的大范圍,還能利用簡單的操作,快速、準確地測量毛刺頂點。
將目標物放置到載物臺上,通過只需按下按鈕的簡單操作,即可測量3D形狀。根據目標物的特征數據自動完成位置補正,因此無需嚴格的水平調整和定位。此外,還配備了“Smart Measurement功能",可判斷目標物的大小,并自動設定測量范圍和移動載物臺,免去了設定測量長度和Z范圍等麻煩。

通過使用豐富的輔助工具,可直觀地設定目標測量內容。
除簡單設定外,還實現了新手也能得心應手的簡單操作,因此,即使是對測量不熟練的人員,也能在最快1秒內準確完成測量。因此,除研究開發和模具試驗以外,還在量產時的測量和檢測中輕松實現了測量數增加和趨勢分析。

■總結:對難以準確測量的毛刺高度測量進行飛躍性改善和高效化
采用“VR系列",可通過高速3D掃描,以非接觸的方式迅速、準確地測量目標物的3D形狀。不僅可測量樹脂成型件整體的三維尺寸,甚至是微小毛刺的高度、凹凸形狀測量等困難的測量項目,最快1秒內即可完成。
通過引進“VR系列",解決了各類測量課題。
· 利用彩色圖,使大范圍(可達300mm×150mm)內毛刺的最大高度、形狀等整體情況可視化。
· 只要掃描過一次,即可在各個位置測量輪廓、比較多個數據等。
· 無需定位等操作,實現只需在載物臺上放置目標物后按下按鈕的簡單操作。避免了配置專人執行測量作業。
· 簡單、快速、高精度地測量3D形狀,因此可在短時間內完成多次測量。有助于提升質量。
· 消除了人為導致的測量值偏差,實現定量測量。
另外,還能進行簡單分析,例如與CAD數據的比較、公差范圍內的分布等,因此可在研究開發、模具試驗、投入量產后的抽取檢測、不良發生時的原因調查等樹脂成型現場各種場合中有效運用。
基恩士 3D輪廓測量儀VR-6000系列

如果想了解更多信息可留言或電話咨詢,我們將竭誠為您服務。

 5
5
立即詢價
您提交后,專屬客服將第一時間為您服務